BT-Broušení tvarové
Instalace_Subsystemy_Normovani_PONORKA_Napoveda_BT

Contents
Činnost BT je určena pro úhlování a broušení tvarů na vodorovné rovinné brusce, které není vybaveno speciálním nářadím. Pro ostatní broušení
je určena činnost BR (broušení rovinné). V normování PO-NOR-KA je zařazena ještě činnost BD (broušení desek na tloušťku), do které se zadává méně
dat.
Do údaje PRED se zadává hodnota 1 při broušení, které rozměrově vychází z načisto provedených otvorů nebo jiných přesných (IT9) tvarů. Například
střižník je za měkka načisto vrtán. Při opracování technologických základen až při broušení se zadává do údaje PRED nula.
Do údaje LIC se zadává hodnota 1 u součástí skládané střižnice nebo skládaného střižníku. V ostatních případech (samostatný střižník) se zadává nula.
Údaj PP vyjadřuje počet broušením vznikajících rovinných ploch, které jsou rovnoběžné s některou ze třech technologických základen. Při všestranném
úhlování desky (kostky) PP:6.
Do údaje PU se zadává počet rovinných ploch pod úhlem, do PDR počet druhů radiusů (například brousit 2 x vydutý R8 a 8 x vypouklý R6 má hodnotu PDR:2),
do údaje POCR se zadává počet veškerých broušených radiusů celkem a do údaje PRV se zadává počet radiusů, které přesahují 90 stupňů.
Údaj IT vyjadřuje rozměrovou přesnost. U netolerovaných rozměrů se zadává IT:11, u přesných vzájemně lícovaných součástí IT:6. Větší přesnost lícování
je vyjádřena údajem LIC.
Celková broušením vzniklá plocha ve čtverečných centimetrech se zadává do údaje PL. Stačí zadat hodnotu vypočtenou zpaměti ze zaokrouhlených rozměrů.
Do údaje KOBR se zadává koeficient obrobitelnosti, který násobí čas. Hodnoty pro představitele materiálů jsou uvedeny v tabulce.
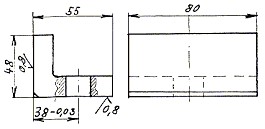
Příklad 1:
Úhlovat po kalení plochy označené Ra 0.8.
Dodržet rozměr od otvoru (IT8).
DAV: |
4 |
kusů v dávce |
PRED: |
1 |
předzpracovaný polotovar, vychází se z otvoru |
LIC: |
0 |
lícování na další tvarově broušenou součást není |
PP: |
2 |
počet rovin rovnoběžných s technolog. základnou |
PU: |
0 |
počet rovin pod úhlem |
PDR: |
0 |
počet druhů radiusů |
POCR: |
0 |
počet radiusů celkem |
PRV: |
0 |
počet radiusů přes 90° |
IT: |
8 |
přesnost IT - rozměr 38 0.03 odpovídá toleranci IT8 |
PL: |
80 |
broušená plocha v cm2 - přibližně (5+5)*8 |
KOBR: |
1 |
koeficient obrobitelnosti |
TAC: 21.68 minut TBC: 19 minut
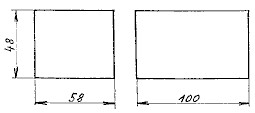
Příklad 2:
Všestranně úhlovat hranol 48x58x100
Nekalená běžná ocel, rozměry bez tolerance.
DAV: |
1 |
kusů v dávce |
PRED: |
0 |
předzpracovaný polotovar nemá přesné tvary |
LIC: |
0 |
lícování na další tvarově broušenou součást není |
PP: |
6 |
počet rovin rovnoběžných s technolog základnou |
PU: |
0 |
počet rovin pod úhlem |
PDR: |
0 |
počet druhů radiusů |
POCR: |
0 |
počet radiusů celkem |
PRV: |
0 |
počet radiusů přes 90° |
IT: |
11 |
přesnost IT (netolerované rozměry) |
PL: |
280 |
broušená plocha v cm2 (obvod 22 * 10 + čela 60) |
KOBR: |
0.7 |
koeficient obrobitelnosti |
TAC: 55.23 minut TBC: 16 minut
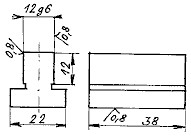
Příklad 3:
Brousit po kalení načisto plochy označené Ra 0.8.
DAV: |
50 |
kusů v dávce |
PRED: |
0 |
předzpracovaný polotovar nemá přesné (IT9) tvary |
LIC: |
0 |
lícování na další tvarově broušenou součást není |
PP: |
3 |
počet rovin rovnoběžných s technolog. základnou |
PU: |
0 |
počet rovin pod úhlem |
PDR: |
0 |
počet druhů radiusů |
POCR: |
0 |
počet radiusů celkem |
PRV: |
0 |
počet radiusů přes 90° |
IT: |
6 |
přesnost IT |
PL: |
17 |
broušená plocha v cm2 |
KOBR: |
1 |
koeficient obrobitelnosti |
TAC: 13.57 minut TBC: 18 minut
Příklad 4:
Brousit hotově střižní z materiálu 19437, dodržet rozměry od otvorů.

DAV: |
2 |
kusů v dávce |
PRED: |
1 |
předzpracovaný polotovar má načisto provedené otvory |
LIC: |
0 |
lícování na další tvarově broušenou součást není |
PP: |
4 |
počet rovin rovnoběžných s technolog. základnou |
PU: |
0 |
počet rovin pod úhlem |
PDR: |
1 |
počet druhů radiusů |
POCR: |
2 |
počet radiusů celkem |
PRV: |
2 |
počet radiusů přes 90° |
IT: |
9 |
přesnost IT (tolerance odpovídá IT9) |
PL: |
100 |
broušená plocha v cm2 |
KOBR: |
1.3 |
koeficient obrobitelnosti |
TAC: 279.19 minut TBC: 32 minut
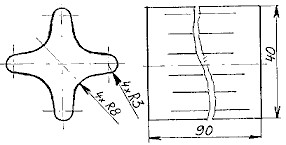
Příklad 5:
Brousit hotově střižník z mat. 19312.
R8 je do 90°, R3 je přes 90°
Na střižníku je 8 rovin pod úhlem (PU).
DAV: |
10 |
kusů v dávce |
PRED: |
0 |
předzpracovaný polotovar nemá přesné tvary načisto |
LIC: |
0 |
lícování na další tvarově broušenou součást není |
PP: |
2 |
počet rovin rovnoběžných s technolog. základnou (čela) |
PU: |
8 |
počet rovin pod úhlem |
PDR: |
2 |
počet druhů radiusů (R3 a R8) |
POCR: |
8 |
počet radiusů celkem |
PRV: |
4 |
počet radiusů přes 90° |
IT: |
8 |
přesnost IT |
PL: |
130 |
broušená plocha v cm2 |
KOBR: |
1 |
koeficient obrobitelnosti |
TAC: 355.92 minut TBC: 69 minut
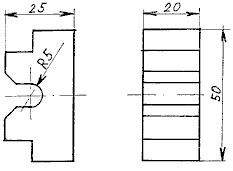
Příklad 6:
Hotově brousit díl skládané střižnice, LIC:1
Roviny rovnoběžné s technologickými základnami:
6 x hranol
4 x zámky
2 x u R5.
Celkem PP: 12
DAV: |
1 |
kusů v dávce |
PRED: |
0 |
předzpracovaný polotovar nemá přesné tvary načisto |
LIC: |
1 |
lícování na další tvarově broušené součásti skládané střižnice |
PP: |
12 |
počet rovin rovnoběžných s technolog. základnou |
PU: |
2 |
počet rovin pod úhlem |
PDR: |
1 |
počet druhů radiusů |
POCR: |
1 |
počet radiusů celkem |
PRV: |
1 |
počet radiusů přes 90° (R5 je na 180°) |
IT: |
6 |
přesnost IT (u lícovaných tvarů se zadává IT6) |
PL: |
60 |
broušená plocha v cm2 |
KOBR: |
1 |
koeficient obrobitelnosti (19312) |
TAC: 728 minut TBC: 47 minut
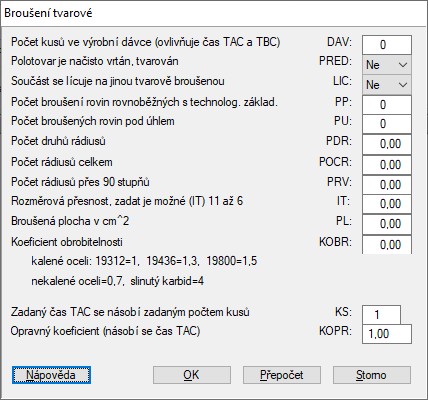
Dialogové okno pro zadání parametrů
Další odkazy:
Copyright © BB consult engineering s.r.o. 1998-2025.
All Rights Reserved.